Led Panel Light,Led Panel,Panel Light,Light Panels Jiangmen hengshenghui Lighting Co., Ltd , https://www.jmsunbright.com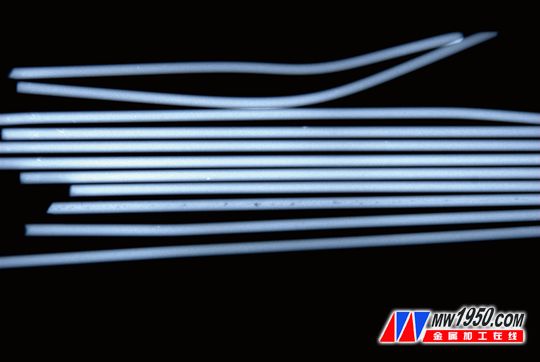
Figure 1 Inclusions or voids inside the zirconium or titanium straight wire found by RT detection 

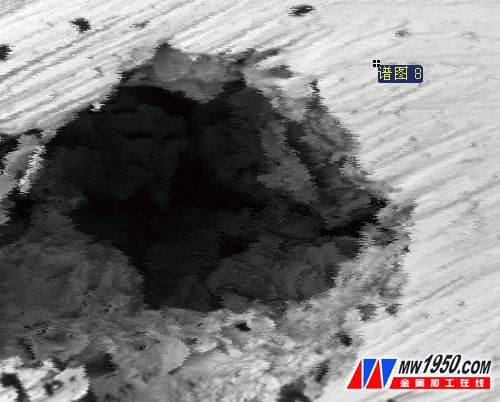
Figure 3 Zirconium wire macro section (center cavity) 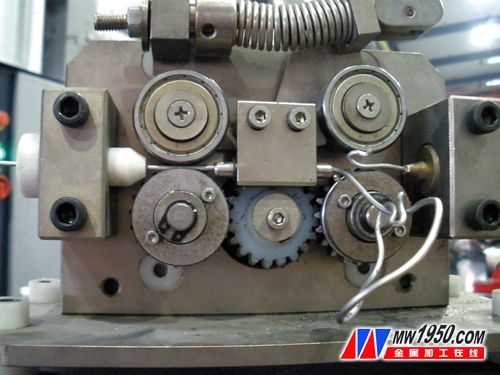


(a) well-disposed welding wire 
(b) bounce off the scattered wire 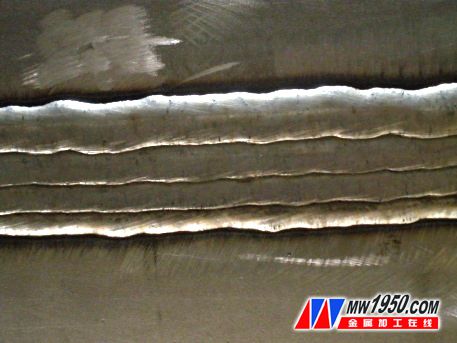
(c) Scattered welding wire to complete the weld 

Figure 6 Nickel-chromium-molybdenum wire supply and heat-treated state 





Application of solid wire in the manufacture of non-ferrous metal containers
As the main welding material for gas welding, plasma arc welding and submerged arc welding, solid wire is widely used in the manufacture of non-ferrous metal pressure vessels. As the main component of non-ferrous metal welds, welding wire must have good corrosion resistance and mechanical properties, that is, it is equivalent to or higher than the base metal corrosion resistance and bears a certain load. The quality of the wire will directly affect the quality and color of the weld. The performance of metal pressure vessels.
1. Common solid wire for non-ferrous metal pressure vessels
As a large-scale manufacturing and processing enterprise specializing in the design, manufacture, R&D, installation and construction of pipeline components and components for stainless steel, super-stainless steel and non-ferrous metal non-standard equipment and components, our company adopts tungsten argon arc welding, plasma arc welding and melting poles. Welding methods such as gas shielded welding and submerged arc welding, using solid cored wire, successively mass-produced towers of stainless steel, super stainless steel, nickel and nickel alloys, copper and copper alloys, titanium and titanium alloys, zirconium and zirconium alloys and composite plates thereof. Welding manufacturing tasks for large non-ferrous metal chemical plants such as heat exchangers, heat exchangers, reactors, storage tanks and pipelines.
According to the base metal, the working conditions, the welding method and the degree of automation, the solid core straight wire and the coil wire which are matched with the composition and performance of the base material and conform to the Chinese standard, ASME standard or other standards are used as the filling material of the non-ferrous metal pressure vessel. Mainly: low alloy steel welding wire ER50-6, H08Mn2MoA, ERNi80s, ER55, etc., stainless steel welding wire: ER316L, ER385, ER2594, etc., nickel and its alloy welding wire: ERNi-1, ERNiCu-7, ERNiCrMo-13, etc. Alloys: ERTA2ELI, ERTA10, etc., zirconium and its alloys: more than 350 models such as ERZr-2 and Reel Ta1.
Second, factors affecting the quality of welds in non-ferrous metal pressure vessels
1. Manual tungsten argon arc welding solid linear welding wire
Generally, the manual tungsten argon arc welding adopts straight wire, and the specifications are φ1.6mm, φ2.4mm, φ3.0mm, and the length is 950m, and the following problems are found in the straight wire during use.
(1) Impurities and holes in the inside of the wireFig. 1 to Fig. 3 are typical cases in which impurities or holes are found in the ERZr-2 and φ2.4 mm straight wires found in the production process.
Figure 1 shows the internal impurity and hole defects of the sampled 30 φ2.4mm ERZ r-2 welding wire after the radiation inspection. Figure 2 shows the cross-section macroscopic metallographic and scanning electron microscope spectrometer of the zirconium wire with the central inclusion. The composition of the central inclusion measured, the content of carbon, oxygen and the like in the impurities is high; FIG. 3 is the macroscopic metallographic phase of the cavity portion of the zirconium welding wire having holes. Table 1 shows the chemical composition of zirconium wire. From the long-term use of solid wire of different materials, such holes or inclusions are found in straight steel wire such as carbon steel, stainless steel, nickel-based alloy, copper and alloy, mainly appearing in >f2.4mm zirconium or In titanium wire.
For the same batch of titanium welding wire and zirconium welding wire with a large number of pores in the weld, a random number of 30 pieces of titanium wire and zirconium wire were randomly selected for RT detection and chemical analysis: in every 30 pieces, there are 4 pieces of titanium wire with intermittent pores or inclusions, zirconium wire There are 8 intermittent cavitation or inclusions; chemical analysis metal chips are prepared on the defective part of the defective wire, and the chemical composition is in accordance with the standard requirements. The quality of the wire meets the requirements of the standard specification, but there are pores. And inclusions, welds in the finished weld have porosity defects. The surface sampling chemical composition detection has defects in the quality control of the welding wire. For the incorporation of the ingot impurities in the manufacturing process and the internal cavity of the welding wire after rolling, the holes cannot be identified, and it is necessary to strengthen and improve the control process of the welding wire production process. For small-diameter welding wire, when there are inclusions or voids, it is easy to find in time during processing, thus effectively ensuring the quality of the finished welding wire.
Figure 2 Zirconium wire macro section (inclusions)
(2) Supply other types of welding wire in the straight wire in the same package, such as E R308 wire box mixed with several ER316L, or ERTA2ELI mixed with ERZr-2 wire, especially the wire without end mark . This mixed straight wire is similar to the appearance and melting characteristics of the supplied wire, which is difficult to find during the welding process and may only be found during subsequent PMI testing.
(3) The presence of oxide scale or crevice on the surface of a small amount of welding wire in the same batch of welding wire increases the oxygen content and impurity content of the weld and affects the quality of the weld. Generally used after sanding or pickling. This is caused by poor quality control of the wire manufacturing process.
2. Mechanical welding / automatic welding with solid wire
The mechanical/automatic welding has stable quality, beautiful appearance and low labor intensity, and is becoming an alternative high-efficiency welding process for non-ferrous metal welding. Automatic tungsten argon arc welding, plasma arc welding with φ0.8mm ~ φ1.2mm welding wire, used for stainless steel, non-ferrous metal thin-walled parts, active metal heat exchanger tube head welds, longitudinal ring seam cover welding and filling Wire plasma arc welding primer welding; automatic tungsten argon arc welding with φ 2 . 0 mm welding wire for non-ferrous metal longitudinal ring weld filling cover welding; submerged arc welding is mainly used for steel, stainless steel, nickel alloy and copper alloy For weld welding, submerged arc welding wire is generally φ2.4mm or more. The mechanical/automatic welding wire of the densely packed disc form is stable, the production efficiency is high, and the weld quality is high. However, due to the influence of the specifications, performance and supply state of the welding wire, the welding quality process is unstable.
(1) The welding process is interrupted due to the bending of the welding wire. This kind of situation mainly occurs in the process of automatic tungsten argon arc welding and plasma arc welding of fine wire, especially the welding of titanium filament, as shown in Fig. 4.
a
b
Figure 4 φ 1.2mm ERTA2ELI welding wire caused by bending
Poor wire
It is observed that the diameter of pure titanium wire of <1.2mm is low due to low oxygen and iron content, and the wire is not smooth due to bending. Therefore, for the fine titanium welding wire, a certain oxygen content should be maintained to ensure the strength of the wire, and at the same time should be maintained. There must be no dead bend on the surface of the wire, which affects the wire feeding.
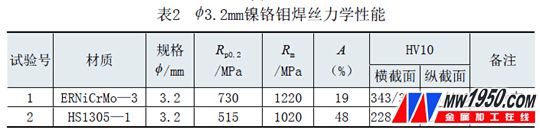
(2) The hardness of the submerged arc welding wire is too high, resulting in unstable welding process. As shown in Fig. 5, in the submerged arc welding of nickel alloy, the hardness of the φ3.2mm nickel-chromium-molybdenum welding wire is too high, which causes the welding quality to be unstable. Through the tracking process and welding wire performance analysis of nickel-chromium-molybdenum submerged arc welding, it is found that the welding wire has high hardness and large elasticity, resulting in scattered welding wire, wear and slip of the wire feeding wheel, uneven feeding process, formation of candied haws, and local weld There is a central crack. The mechanical properties and microstructure analysis of the φ 3 . 2 mm nickel-chromium-molybdenum wire with dislocations were found to be caused by the hardening of the nickel-chromium-molybdenum wire, which is related to the supply state of the wire, and the specific mechanical properties. And the organization is shown in Table 2.
It can be seen from Table 2 that the hardness and strength of the wire are significantly reduced after the heat treatment, and the plasticity is obviously improved. The microstructure change after heat treatment is shown in Fig. 6. It can be seen from Fig. 6 that the 950 °C heat-treated wire recrystallizes, the carbide dissolves into the grain, the grain boundary is reduced, the wire work hardening is eliminated, and the surface hardness is remarkably lowered. This is evidenced by the subsequent stable supply of the heat treated wire welding process.
Figure 5
For mechanical/automatic welding, the solid wire needs to ensure a certain hardness, which should not be too hard or too soft. For high alloy steels with strong work hardening tendency, attention should be paid to the supply status to ensure stable welding quality.
3. MIG welding wire solid wire
Compared with carbon steel and low alloy steel solid wire welding, the solid core gas shielded welding of stainless steel, nickel-based alloy, titanium and other non-ferrous metals is not satisfied due to the immature welding process and the corrosion resistance of the weld. It is rarely required to be used in the container welding process. In recent years, with the advancement of science and technology, the welding machine manufacturing technology level (such as the professional non-ferrous metal welding equipment market, the cold welding process CMT process) and the understanding of gas shielded welding technology, so that the solid wire welding gas protection Welding is becoming more and more popular in the manufacturing process of non-ferrous metal pressure vessels. The process of gas-shielded welding of solid-core welding wire of stainless steel, nickel alloy and titanium was gradually carried out. Figures 7 to 9 show the appearance of the gas-shielded gas shielded welding specimen of nickel alloy N10276, N06600 and industrial pure titanium S B265 G r2.
Figure 7 N10276 solid core gas shielded welding seam front and back forming
Figure 8 N06600 solid core gas shielded welding seam front and back forming
Figure 9 Titanium solid core gas shielded welding seam front and back forming
It can be seen from the figure that the gas metal arc welding of stainless steel and nickel alloy has poor fluidity of the deposited metal during the welding process due to the presence of a certain amount of nickel in the welding process, the weld protection measures are not in place, the oxidation is severe, and the forming is poor; The welding of the front weld of the molten inert gas shielded weld is severe. The above test pieces were tested by RT after welding and no defects were found. Stainless steel, nickel alloy and titanium alloy have less application and lack of practical experience, so further research and improvement are needed, and the application is gradually promoted.
Third, the application prospect and prospect of solid wire in the manufacturing process of non-ferrous metals
With the gradual improvement of the automation level of the pressure vessel manufacturing welding, the advantages of high efficiency, material saving and excellent weld quality of the solid disk-shaped welding wire will be more obvious, and the use of the solid metal welding wire of the non-ferrous metal will be further promoted. However, the quality of the solid wire and the advancement of the welding process technology will also be the main obstacles affecting the stability of the welding process, the quality of the weld and the promotion and use.
From the application of welding wire in China, it is necessary to improve and improve from the following aspects.
(1) The standard of solid core welding materials for pressure vessels is relatively lagging, and the quality of welding materials is not uniform, which needs further standardization.
With the development of high temperature, high pressure, corrosion resistance and large-scale development of petrochemical plants, there are more and more types of welding materials, and the requirements are getting higher and higher. The development of domestic non-ferrous metal materials manufacturing technology lags behind, resulting in the lag of the standard specification of welding materials, such as the lack of zirconium wire. The standard specification of welding wire, the type of solid wire used in the current specification of welding material for pressure vessel is limited, lack of provisions for the production of blanks and delivery status of welding wire, and it is unfavorable for the application and application of solid wire in the pressure vessel industry.
(2) Accelerate the development of welding materials and process technologies for non-ferrous metals, and promote the application of high-efficiency welding technology of solid-core welding wire in the welding production of non-ferrous metal pressure vessels.
For a long time, the domestic super-stainless steel and non-ferrous metal R & D and processing technology is relatively backward, and the welding material manufacturing technology and application technology are seriously lagging behind. Due to the high price of non-ferrous metals, the high cost of welding materials development and process testing, the actual production of a large number of manual tungsten argon arc welding for welding, submerged arc welding of super stainless steel, nickel alloy, etc. There are few researches on welding materials and welding techniques for welding wire and active metal welding, and there is a lack of mature application experience. It is necessary to further strengthen technology research and development and application promotion to promote the application of solid wire in the pressure vessel industry.
(3) Strengthen the production management of welding materials, improve the quality control level of welding consumables, and improve the quality of finished solid wire. After the solid wire is melted, it is used as a part of the cast microstructure weld. In order to ensure the weld bead performance is matched with the base metal, the performance requirement of the wire is better than that of the base metal to ensure the equivalence of the weld and the base material. Such quality control of welding consumables should be higher than that of base metal. Therefore, suppliers of welding consumables should further understand and adapt to the requirements of material performance of pressure vessel manufacturing, and establish the concept that the quality of welding consumables is stricter than the production of parent metal, from ingredients, smelting, Rolling, heat treatment, inspection test, marking, packaging and delivery of the entire process should be strictly controlled, standard operations, to ensure the traceability of the wire in manufacturing, improve the quality of solid wire products.
Fourth, the conclusion
With the development of welding technology, pressure vessels are moving toward large-scale and environmentally-friendly development. With the continuous emergence of new materials, solid-core welding wire is essential as a basic filler metal in the manufacture of new material containers, and it is also a new material to achieve welding applications. Basic approach. The improvement of the quality of the solid wire and the high efficiency application not only require the welding material supplier to strengthen the quality control of the welding material production process, but also the welding engineering technicians to continuously carry out the process research and improve the process adaptability to promote the solid wire in the non-ferrous metal pressure. Application of the container industry.
About the author: Du Yongqin, senior engineer of Nanjing Baose Co., Ltd., has long been engaged in the welding of pressure vessels and pressure pipes for non-ferrous metals and composite plates.