Wool is a natural protein fiber with many excellent properties such as soft gloss, good elasticity, abrasion resistance, moisture absorption and warmth retention, but there are also many shortcomings, such as wool fabrics which are easily felted and deformed. The traditional method of treating wool scales often requires the use of chlorine-containing oxidants, which will produce AOX (absorbable organic halogens), which is more serious to the environment. Plasma technology is a dry reaction system that saves water and energy, and has less environmental pollution. The treatment involves only the surface of the fiber [1, 2], and does not destroy the properties of the fiber itself, and can be theoretically applied to various textile substrates. This paper focuses on the application of plasma technology in the dyeing and finishing of wool fabrics. 1 traditional method of processing scale layers It is generally believed that the wool scale structure is the main factor affecting the surface properties of wool. At present, the wool fabric finishing methods at home and abroad mostly destroy the scales properly. There are two main ways: First, the scale layer is destroyed by a chlorine release agent such as dichloroisocyano cyanate or its sodium salt. The chlorine release agent is relatively inexpensive, and the reaction rate is quite fast under acidic and room temperature conditions, and is convenient to use. Second, the use of oxidants such as persulfuric acid and its salts, potassium permanganate and other treatments, their prices are relatively high, the reaction rate is also slow, so the application is not much. However, both methods can cause strong loss of wool and bring pollution to the sewage. 2 plasma and its principle of action 21 plasma overview A generalized plasma refers to a state of aggregation of a substance containing a large number of charged particles having equal positive and negative charges. Narrow plasma refers to a gas that is completely or partially ionized. Gaseous substances produce different degrees of separation of molecules and electrons under the action of energy such as heat and electricity, forming negatively charged electrons and positively charged ions. This A mixed gas containing atoms, molecules, electrons, ions, photons, various metastable and excited states is a plasma [1]. 22 Principles of plasma treatment of fabrics There are three main methods for plasma-modified polymer materials: one is to activate and etch the surface of the material or the ultra-thin surface layer; the other is to first activate the surface of the treatment and introduce active groups, and then apply it on this basis. The grafting method forms many branches on the original surface to form a new surface layer; the third is to use vapor phase polymer deposition. A film is formed on the treated surface. In the plasma generator, in addition to the positive and negative particles of equal power, there are many chemically active substances and photons of different wavelengths emitted by the radiation. The energy of the plasma can act on the polymer surface through optical radiation, neutral molecular currents, and ion currents [2]. Molecules, atoms and ions in the plasma penetrate into the surface of the material while atoms on the surface of the material escape into the plasma. This process can break the macromolecular chain of the fiber surface layer, and it is in a microscopic uneven state, which creates conditions for further modification; or generates ions and radicals on the surface to change the hydrophilicity, permeability, conductivity and surface of the fiber surface. Molecular weight, etc. In addition, the ratio of the crystalline phase to the amorphous phase of the polymer surface may also vary [3]. There are many kinds of gases that can be applied to plasma technology, and different gases can be used to obtain different effects. The methods of manually obtaining plasma mainly include thermal ionization, photoionization, gas discharge, radiation discharge, shock wave and the like. Industrial production of plasma is dominated by gas discharge. There are various methods for plasma classification, and most of them are classified into a high temperature plasma and a low temperature plasma. Textile dyeing and finishing mainly uses low temperature plasma (LowTemperaturePlasma), which is also called non-equilibrium plasma [4]. 3The role of plasma technology in wool dyeing and finishing 31 wool anti-felting The plasma-treated wool fiber was observed by scanning electron microscopy (magnification 3000 times), and the scale body was basically intact, while the scales of the scales were blunt, and the scales of the scales became smaller. Further magnification (10000 times) observation revealed a large number of traces of the surface of the wool fiber scale which were etched during plasma treatment. The increase in the microscopic roughness of the surface and the increase in the contact area when the fibers are entangled result in an increase in the friction coefficient of the fiber surface. Table 1 shows the change of the friction coefficient of the wool surface after 3 minutes of treatment with oxygen plasma. Table 1 shows that after the plasma treatment of wool, although the wet friction coefficient (μ1, μ2) in the direction of the scale is improved, the directional friction effect is reduced, and the obtained product has good shrinkage resistance. . 32 improve fabric moisture absorption Under the action of low temperature plasma (LTP), the neutral surface of the fabric becomes a polar surface because the etching of the surface increases the content of hydrophilic groups on the surface of the wool fiber. The conversion of cystine on the surface of wool to sulfoalanine is the main reason for increasing the adsorption of water. In addition, in addition to reducing the cross-link density of the wool surface and increasing the sulfoalanine, the complex of the inner epidermis and the scale layer cell membrane is also modified, thereby accelerating the diffusion of water molecules. Through LTP treatment, the adsorption of wool surface can also be improved by increasing the hydrogen bonding between fiber and water [6,7]. 33 change the electrostatic properties of the surface The surface electrostatic properties can be expressed by the discharge time ts, and the shorter the discharge time, the better the surface discharge capacity of the sample. The ts value of the sample after plasma treatment was smaller than that of the final treatment. This is because the improvement in hygroscopicity after plasma treatment is beneficial to the electrical conductivity of the fiber. In 1995, Hesse et al. pointed out that water molecules on the surface of the fiber can produce a continuous film that allows the particles on the surface of the fiber to move freely, thereby increasing the surface conductivity of the fiber [8]. 34 improve fabric dyeability Muncheul Lee et al. have reported that samples treated with plasma have a higher initial dyeing rate than untreated samples. SEM photographs of untreated and treated samples indicate fiber samples after treatment There are some grooves [9] on the surface. This change in the surface of the fiber allows the dye to diffuse easily in the fiber, and therefore, the dye uptake rate and levelness of the fiber are improved. However, there is no significant change in the equilibrium dye uptake rate because the dye holders present on the wool fibers play a decisive role in the equilibrium dye uptake. Since the dyeing seat is related to the internal structure of the wool fiber, any change in the internal structure of the fiber will affect the number of dyed seats. The plasma can only spatter 1000 depths on the surface of the fiber. This is not enough to change the entire internal structure of the fiber. Therefore, most of the dyed seats on the fiber after LTP treatment remain unchanged. After the surface of the fiber is etched, a large number of tiny pits or cracks are formed, and the incident light is reflected and absorbed multiple times on the surface, thereby greatly improving the absorption efficiency and deepening the color light. 4 Plasma limitations and methods of overcoming Studies have shown that fabrics treated with plasma only have obvious aging properties. For example, after plasma treatment, the hydrophilicity of the surface of the textile material is reversed due to the inversion of the hydrophilic groups on the surface with the extension of the standing time. Will drop with it, and after a while, it will be similar to untreated fabric; some materials will be plasma After the body treatment, auto-oxidation occurs in the air to form other functional groups. Fabrics treated only with plasma are far from "machine washable" requirements, so subsequent processing is essential. At present, biotechnology, resin, and other subsequent processing are the focus of research, and their advantages and plasma technology complement each other to achieve better and longer-lasting effects. 5 Conclusion The traditional wool treatment method is mainly wet processing, which not only consumes a large amount of water, but also brings about the problem of sewage pollution. Plasma, a new environmentally friendly treatment process, opens up broad prospects for this, but most of the previous research was vacuum (low pressure) plasma, and the limitations of the equipment made it difficult to achieve industrialization. Continued production. With the in-depth study of atmospheric plasma equipment and technology, plasma technology will be used for dyeing and finishing of wool fabrics in the near future. References: (omitted) Gas Fireplace,Indoor Gas Fireplace,Natural Gas Fireplace,Gas Insert Fireplace JINAN LODOR CNC EQUIPMENT CO.,LTD , https://www.zgfireplace.com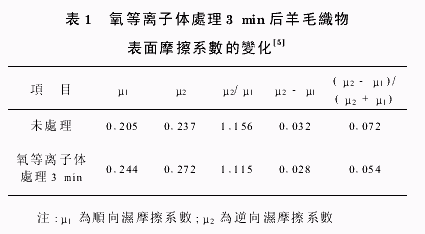
Principle of plasma action and analysis of application in wool dyeing and finishing