Wannet's pneumatic control automatic compensation cylinder hole precision boring tool can better meet the precision requirements of cylinder hole machining. The most important thing is to realize the automatic compensation of the size on the machining center to achieve the automatic control of the machining size. In addition, it has the same high precision and high reliability as machining on a dedicated machine. The finishing of the cylinder bore is the most important part of the entire engine block machining. In order to ensure the dimensional accuracy, shape and position tolerance of the cylinder bore and obtain a stable Cpk value, the imported rigid rigid machine is generally used in the machining of the cylinder block in China, and it is matched with the online (offline) electronic checker and the automatic compensation tool system. Automatic control of dimensions (automatic or semi-automatic feedback). However, as the competition in the automotive industry becomes more and more fierce, the development and update speed of engines continue to accelerate, and rigid special machine tools are far from meeting the needs of flexible machining. More and more cylinder hole machining is shifting to higher flexibility. On the machining center. Here, this paper specifically introduces a cylinder bore fine boring tool for machining centers. Figure 1 shows the pneumatically controlled automatic compensation cylinder bore boring tool developed by Valenite Company of the United States for the machining center. The boring tool adopts HSK100 interface and has many processing advantages. Figure 1: The latest pneumatically controlled automatic compensation cylinder bore boring tool for machining centers in Valenite, USA 1. Semi-finished on the machining center, finely divided and processed In order to meet the accuracy requirements of the cylinder bore, Valenite uses a semi-finished, precision-cut process in the tool design to avoid vibrations from simultaneous machining. The semi-precision and top chamfering adopts the method of pushing (spindle down), and the fine boring (spindle up) is adopted. During machining, the tool changer first takes the tool directly from the tool magazine for automatic tool change, then the spindle is positioned to the machining position, first semi-finished (three tools are simultaneously machined), and the fine tool holder remains at the original The position, ie the radius of the fine boring tool tip, is smaller than the radius of the semi-precision blade tip and does not participate in the cutting (see Figure 2). After the semi-finishing is completed, the spindle continues to advance, and the top surface is chamfered. After the chamfering is completed, the spindle retreats by 1 to 2 mm. At this time, compressed air of 0.4 to 0.6 MPa (or greater pressure) is input from the machine tool spindle through the air inlet located on the side of the shank flange to the inside of the mast, and the input compressed air pushes the lever in the mast; Pushing a set of wedge structure, the top of the fine knife is clamped to the size of the finishing, and then the spindle is retracted and refined. After the fine boring is completed, the compressed air in the mast is discharged, and the lever loses pressure. An internal spring mechanism causes the fine turret to be clamped back to the original position to complete the entire machining cycle (see Figure 3); then the spindle is repositioned and the remaining cylinder bores are cycled. Figure 2 Semi-fine cylinder bore (pushing) Figure 3 Fine cylinder bore (pull) Next page Led Downlight Emergency Conversion Kit Led Lamp Emergency Power Supply,Led Battery Ballast ,Led Battery Backup Driver,Led Driver With Battery Backup Foshan Nai An Lighting Electric Co.,ltd , https://www.ledpowerpack.com

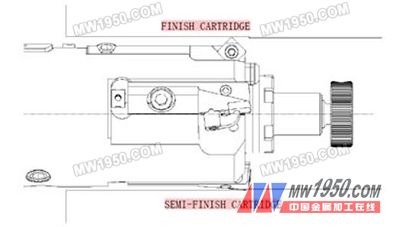
Valenite engine cylinder bore fine boring tool for machining centers