soap rack,soap holder,soap stand,stainless steel soap holder,steel wire soap stand,etc.Let your bathroom become more simple and upscale!Applicable to families, hotels, home stay and other places to use.
304 stainless steel never rust, will easy to clear, it's also very durable!
we are 15 year factory, we had big engineer team, and strong production line, can give you good serve and quanlity. Welcome to cooperation!
soap rack,soap stand,soap holder,soap dish,soap dish rack Shenzhen Lanejoy Technology Co.,LTD , https://www.szsmallcompressionspring.com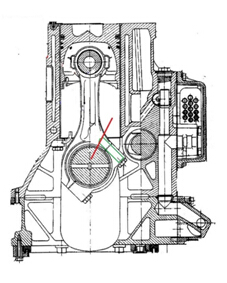
Figure 1 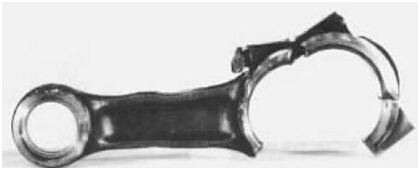
Figure II 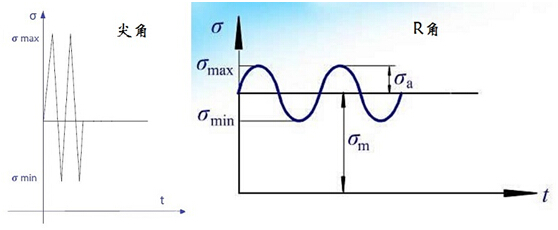
Figure III
Karma R drill: connecting rod fracture solution
The Karma tool has developed a special drill bit for the breakage of the diesel engine connecting rod, which successfully solves the problem of stress concentration at the bottom of the thread bottom hole.
Linkage fracture analysis
The connecting rod is one of the main components of the engine power transmission. In the engine accident, most of the connecting rods have broken the link, causing emergency stop and engine smashing.
It can be seen from Figure 1 that the large end of the connecting rod is at an angle of 45° to the shaft, and most of the impact load on the diesel engine is transmitted to the connecting rod. Through the detection of the broken part of the connecting rod in Fig. 2, it is found that the tearing part is the bottom of the threaded hole of the connecting rod. This is a partial overload fatigue fracture, which is caused by the repeated action of the alternating stress. If the connecting rod breaks in the red line area in Figure 1, it can be judged that the fatigue cracking starts from the bottom of the threaded hole, where severe stress concentration causes the crack to gradually expand and the section of the part is continuously weakened. When the crack propagates to a certain extent, under the accidental overload shock, the connecting rod will suddenly break the brittle fracture along the weakened cross section. Therefore, the fatigue fracture of the connecting rod depends not only on the material's own performance and the internal non-uniformity of the material, but also closely related to the shape, size, surface condition, use condition, external environment and processing precision of the part.
Traditional improvement
The performance difference of the internal mechanism stress of the connecting rod engine reciprocating motion is shown in Figure 3. Reducing the concentration of stress must improve the bottom structure and increase the transition fillet at the bottom of the threaded bottom hole. Some connecting rod manufacturers now adopt this improvement measure, that is, processing the R-type threaded bottom hole (see Figure 4 and Figure 5), but the general machining process is completed in three steps: 1. Drilling (remaining aperture size allowance); 2. Roughing (clearing the tip of the drill bit); 3. R-type reaming knives (completed requirements). This solution does solve the problem, but it is inefficient and costly.
Karma Improvement Program
After the development of the Karma tool, an R-type internal cooling drill bit was designed and manufactured for the above situation. One knife machined the threaded bottom hole into place, replacing the above three tools (see the figure below). The drill tip has a specially designed R transition, which not only ensures high-efficiency cutting, but also achieves a stable life. It is important to solve the stress concentration problem at the bottom hole of the thread. At the same time, the design of the double edge makes the stability of the drill bit greatly improved, and the surface roughness of the bottom hole is also improved.
Specific application cases:
Connecting rod material: C70 (other C60, 40Cr, 45# steel)
Drill diameter: D10.50
Processing parameters: Vc=80m Fn=0.2mm/r
Processing life: 50m
Failure mode: repeated grinding diameter becomes smaller
Processing advantages: improve efficiency, reduce costs and improve workpiece quality.