In China, the welding tongs equipped on the spot welding robot are all pneumatic welding tongs, and the impact force is large when welding. When the repeatability of the workpiece is poor and the electrode is at the edge of the sheet, the welding tongs are easy to slip and damage the workpiece to be welded. In foreign countries, the welding tongs for robots have gradually adopted servo welding tongs. The opening and closing of the welding tongs is controlled by servo motors, and the welding cycle of each solder joint can be greatly reduced. The electrode pressing force can realize stepless adjustment, which can reduce collision deformation and noise during welding, and can achieve precise control and improve welding quality. In addition, from the comparison of the time pressure curves of the two welding tongs (see Figure 3), it can be seen that the electrode pressure is increased from 0 to 100% of the pressure required for welding, and the servo drive system is five times faster than the cylinder drive system. The set pressure values ​​are no longer changed during the welding process, thus ensuring a high welding quality. Figure 3 Servo motor driven welding tongs and pneumatic welding tongs Application and development trend of welding technology 1. Energy saving and control technology for resistance welding At present, the resistance welding machine uses a large number of AC single-phase AC power supplies of 50 Hz, which has large capacity and low power factor. The development of three-phase intermediate frequency resistance welding machine, three-phase secondary rectification contact welding machine and IGBT inverter resistance welding machine can solve the problem of grid imbalance and improve power factor. Under the condition of standard welding current, the intermediate frequency spot welding machine has no splash according to the set welding current. The welding current is small, the heat of the electrode is small, the electrode usage time is prolonged, and the electric energy can be further saved, which is beneficial to realize the microcomputer control of the parameter. The weight of the device can be further reduced due to the small size and weight of the welding circuit. 2. Gas shielded welding technology (1) Surface tension transition waveform control technology: one droplet transition is completed by two current pulses, the first pulse forms a droplet until the droplet is short-circuited with the workpiece; the second pulse is a short-time narrow pulse and is continuously detected. Di / dt, at the same time control the current pulse value to generate appropriate electromagnetic contraction force, so that the neck of the droplet shrinks, pull off the surface tension of the molten pool, complete a droplet transfer without splashing. (2) Inverter power supply waveform control technology: Using the dynamic characteristics and controllability of the inverter power supply, waveform control is used to suppress the current rise at the initial stage of the short circuit to reduce the splash of large particles and facilitate the spread of the droplets in the molten pool. When the droplets are spread out in the molten pool, the current is rapidly increased to accelerate the formation of the necking, so that the splash is reduced when the bridge breaks. (3) New technology of argon arc welding: argon arc welding has two kinds of non-melting poles and melting poles, which are used in the welding of non-ferrous metals and high-alloy steels in the automotive industry. In order to improve the formation of CO2 gas shielded welding and reduce splashing, a mixed gas protective weld with 80% or 20% Ar is added. 3. Laser and arc hybrid heat source welding Due to the high cost of laser welding, a composite heat source welding technology based on laser is born. Nowadays, the most researched and widely used is the laser-arc hybrid heat source welding technology. The main purpose is to effectively use the arc heat source to obtain a large penetration depth under a small laser power condition, and at the same time improve the adaptability of laser welding to the weld gap. To achieve a high efficiency, high quality welding process. The Harbin Welding Research Institute has done a lot of work in this area. The new welding technology, the current research work is mainly focused on the process characteristics of this welding method, the interaction between laser and arc in the laser + arc composite heat source welding. Problems such as mechanism and characteristics of welding heat sources need to be further studied theoretically. Laser-arc hybrid heat source welding is shown in Figure 4. Figure 4 Laser-arc hybrid heat source welding Previous Next Aluminum Door Handle On Iron Rosette Aluminum Door Handle On Iron Rosette,Brass Lever Door Handle,Iron Rosette Door Handle,Iron Rose Door Handle Wenzhou Shenghong Metal Products Co.,Ltd , https://www.shenghonglock.com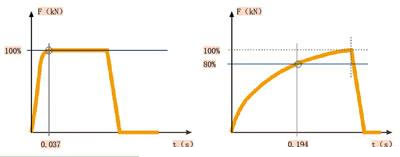

Current status and development trend of welding technology in automobile manufacturing industry (3)