The 19th Beijing Essen Welding & Cutting Fair Considering the requirements of the roof seal, the overlapping structure of the top cover corrugated plate and the top cover side top plate is generally spot-welded by a resistance spot welding robot, and then the lap joint is coated with a sealant . Recently, some companies have directly used cold wire welding (CMT) robots to complete the welding of long straight lap welds. The cold wire welding of welding robots can reduce the heat input of arc welding and control the welding deformation within a certain range, and at the same time improve it. The sealing of the top cover. Bush Hammer Tips,Bush Hammer Roller Tip,Star Bush Hammer Tip,Rotary Bush Hammer Roller Zhuzhou Kerui Cemented Carbide Co., Ltd. , https://www.carbide-china.com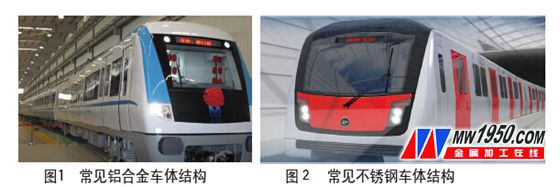


Application of welding robot in the manufacture of urban rail vehicles
With the maturity of robot manufacturing technology, the cost of welding robots is declining, and at the same time the labor cost is soaring, coupled with the combination of modern urban rail vehicles and weld quality requirements, the welding robots are used in urban rail vehicle manufacturing. The application is more and more extensive.
First, the urban rail vehicle body
The urban rail vehicle body is mostly a thin-walled tubular overall load-bearing structure. The main materials used are aluminum alloy and stainless steel. The stainless steel body is partially carbon steel used in the chassis. In the early car bodies, carbon steel and weathering steel were also used. However, due to various factors such as poor corrosion resistance, poor noise reduction and noise reduction, and unsightly vehicles, the carbon steel is rarely used.
The vehicle body of the urban rail vehicle is mainly composed of a bottom frame, a side wall, an end wall and a top cover, and a skeleton of the driver's cab is also provided for the body of the head vehicle. The common aluminum alloy car body structure is shown in Figure 1. The common stainless steel car body structure is shown in Figure 2. The aluminum alloy car body is mostly welded by hollow aluminum profiles, and the stainless steel car body is mostly plate beam structure.
Second, the application of welding robot on aluminum alloy car body
Most of the aluminum alloy body parts are welded by hollow extruded aluminum alloy profiles. The structure of long straight welds is very suitable for automatic welding. Automatic welding is widely used in aluminum alloy bodies. Automatic welding equipment has evolved from an initial simple welding machine to a multi-axis robot and friction stir welding equipment.
The automatic welding machine has a variety of structural forms such as a cantilever special plane, a gantry special plane, and a hanging special plane. The biggest advantage of the welding machine is that the adjustment is simple, the operation is easy, the maintenance is convenient, and the disadvantage is that the flexibility is poor.
Welding robots are mainly divided into two types: gantry type and cantilever type. Most of them use laser tracking, which is mainly used for welding parts such as floor, chassis, roof and body. The biggest advantage of the welding robot is that the welding is flexible, the welding process is stable, the consistency of the welding state is easy to guarantee, and the welding quality is good, but the operation complexity is high and the maintenance is difficult. There is no absolute good or bad in the application of robot and special machine automatic welding. It needs to be determined according to the company's own conditions and the quality of the products and personnel.
The welding process commonly used for aluminum alloy body parts is argon-shielded arc welding. In recent years, friction stir welding has also been gradually used. Commonly used friction stir welding equipment mainly includes static gantry type friction stir welding special machine and moving gantry type friction stir welding special machine, and friction stir welding robot is also gradually used.
1. Automated welding of aluminum alloy floor, chassis and top cover
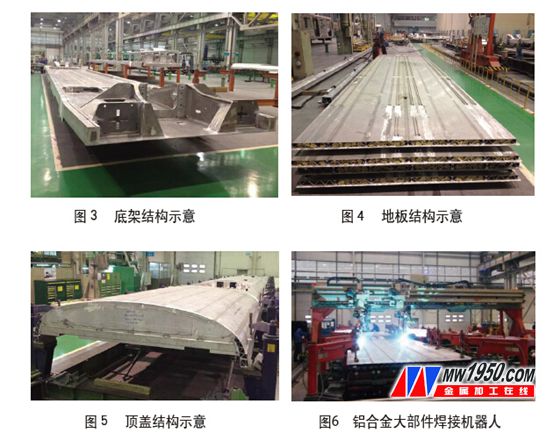
The chassis consists of the chassis end parts, the floor and the underframe side beams, as shown in Figure 3. In the end parts of the chassis, the three major components of the hook plate, bolster and buffer beam are the main force-receiving parts. The quality of the weld is high and the welding quantity is large. In order to ensure the welding quality and reduce the labor intensity, the welding robot is often used for automatic welding.
The aluminum alloy floor is welded by 6 aluminum alloy hollow profiles. The product structure is shown in Figure 4. The joint type is the butt joint with its own welding pad. After clamping the work with the tooling, the two-gun welding robot is used to complete the welding of the part. Two welds can be welded at the same time, the front weld seam is welded first, the floor is turned over after welding, and then the reverse weld is automated. welding. In order to control the welding deformation, a suitable welding sequence is required.
The floor and the underframe side beam are long straight welds that are overlapped. During the welding process of the underframe, the two-gun robot is used to simultaneously weld the two floors of the front and the left and right side beams of the chassis, and then the chassis is welded. Flanging, complete the welding of the two welds on the opposite side of the chassis and the side beams.
The aluminum alloy top cover is composed of a top side beam assembly, an air conditioning bottom plate, a pantograph bottom plate and the like. Firstly, the welding robot is used to complete the welding of the top side beam assembly, the air conditioning bottom plate and the pantograph bottom plate. Then, the robot is used to complete the welding of the top side beam assembly with the air conditioning plate and the pantograph floor lap weld. The structure of the top cover and the welding of the large aluminum alloy parts are shown in Fig. 5 and Fig. 6.
2. Aluminum alloy body assembly welding
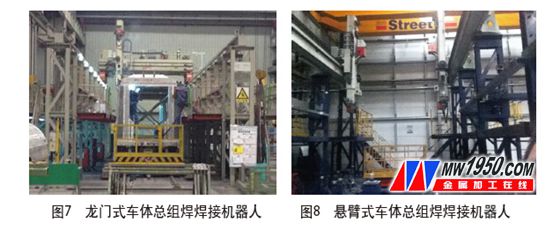
In the body assembly welding process, the chassis, the top cover, the side wall and the end wall are welded into the vehicle body, and the bottom frame, the top cover and the side wall are joined by four long straight welds, and the four welds Not only the appearance molding requirements are high, but also the main force welds, the welding amount is large, so the four welds in the urban rail vehicle body production process mostly adopt the automatic welding process. At first, all manufacturers used welding special machines for welding. The horizontal strip welding was equipped with a longitudinally moving welding machine. A total of 4 welding machines were equipped. The welding head can be adjusted and a mechanical welding tracking device was used. In the later stage, in order to improve the flexibility of automated welding, various manufacturers use welding robots for welding. There are two types of welding robots: gantry type and cantilever type. The gantry type robot is mounted on a large gantry frame for 1~2 welding robots. The gantry frame can move longitudinally along the direction of the car body. The welding robot can be lifted vertically to complete the car. The welding of the four welds on the outside of the body is shown in Figure 7. The structure of the cantilever robot is to arrange one welding manipulator on each side of the vehicle body, and each welding manipulator is responsible for welding two longitudinal long straight welds on the left and right sides of the vehicle body, as shown in FIG.
More exciting content Welcome to Metalworking Online》》》Essen Special Report
Third, the application of welding robots on stainless steel bodies
Stainless steel materials have low thermal conductivity and large coefficient of linear expansion. Resistance welding can avoid large welding deformation due to welding heat input. Therefore, electric resistance welding has become a mature welding method widely used in the manufacture of stainless steel car bodies. The stainless steel body structure has 20,000 to 30,000 solder joints, and the welding gauge is large, so the spot welding robot is widely used in the stainless steel body.
The spot welding robot is mainly used in the spot welding process of the side wall, the roof and the large parts of the chassis in the manufacture of the stainless steel body, as shown in Fig. 9 and Fig. 10. The spot welding robot and the spot welder assembly sleeve can realize the robot automatic continuous spot welding operation.
In order to improve the appearance quality of the uncoated stainless steel car body and avoid the surface indentation caused by the spot welding process, many domestic enterprises have begun to introduce the robot laser welding process for the side wall components. The roof corrugated board that needs to be sealed and waterproofed and the corrugated board on the bottom frame are often welded by electric resistance welding with small welding deformation. In order to improve the reliability of the sealing, some companies have also adopted the automatic wire feeding TIG welding robot in recent years. Welding of this part.
Similar to the aluminum alloy car body total welding, the automatic welding of the stainless steel car body group mainly considers the joint between the side wall and the bottom frame and the side wall and the top cover. One process is that the side wall and the top cover and the bottom frame are welded by automatic resistance spot welding, and the outer skin of the side wall is coated with the sealant at the junction of the top cover and the bottom frame; the other process is performed by using a welding robot. In order to prevent the welding deformation of the stainless steel side wall panel and reduce the influence of the welding heat input on the deflection of the vehicle body, a welding process with a small heat input such as plasma or automatic wire feeding TIG robot welding is adopted.
Fourth, the conclusion
With the revitalization of China's track equipment manufacturing industry, domestic rail vehicle manufacturers are gradually aligning with international enterprises in terms of product quality and management. At the same time, the world's robot giants are making great strides in China, the manufacturing costs of robots are declining, and domestic labor costs are rising. The combination of various factors makes the welding robot more and more widely used in the manufacture of urban rail vehicles.
With the development of information technology and the extensive application of welding robots in the field of rail transit, welding robots will realize the integration with information technology and promote the rapid development of rail transit equipment manufacturing industry towards automation and intelligence.